

短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2021-08-04
正確安裝軸承非常重要,但是在實際的操作中總是容易跑偏,問題層出不窮。原因是一些細節的地方沒有注意到,導致軸承在安裝時出現損壞,本文分享軸承安裝的幾個錯誤示例,及正確安裝方法和技巧
軸承安裝的常見錯誤示范
走內圈
軸與軸承內孔配合過松(俗稱“走內圈”)
由于軸與內孔選擇的配合太松,使軸與內孔表面之間產生滑動。滑動摩擦將會引起發熱,使軸承因發熱而損壞。

軸與內孔表面之間產生滑動的痕跡

內圈端面與軸肩摩擦發熱產生裂紋
當“走內圈”時,內圈與軸之間的滑動摩擦將產生高溫,由于內圈端面與軸肩接觸面很小,其溫度會更高。使內圈端面產生熱裂紋,熱裂紋的不斷延伸,將使軸承內圈在使用中斷裂。
軸與內孔表面之間發熱后產生粘連

由于“走內圈”使內孔與軸表面之間產生滑動摩擦,引起的高溫使表面金屬熔化并產生粘連。
走外圈
殼體孔徑與軸承外徑配合過松(俗稱“走外圈”)
由于殼體孔徑與軸承外徑選擇的配合太松,使它們表面之間產生滑動。滑動摩擦將會引起發熱,使軸承發熱而損壞。

殼體孔徑與軸承外徑表面之間產生滑動的痕跡
鐵錘直接敲擊軸?

安裝內圈(或外圈)過盈配合的軸承,禁止用鐵錘直接敲擊軸承內圈(或外圈)端面,這樣很容易把擋邊敲壞。應該采用套筒放在內圈(或外圈)端面上,用鐵錘敲擊套筒來安裝。

通過滾動體來傳遞安裝力
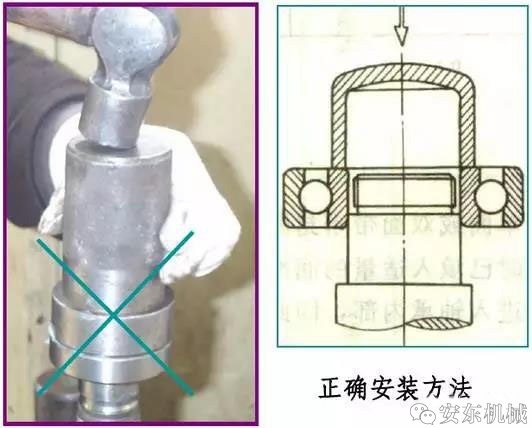
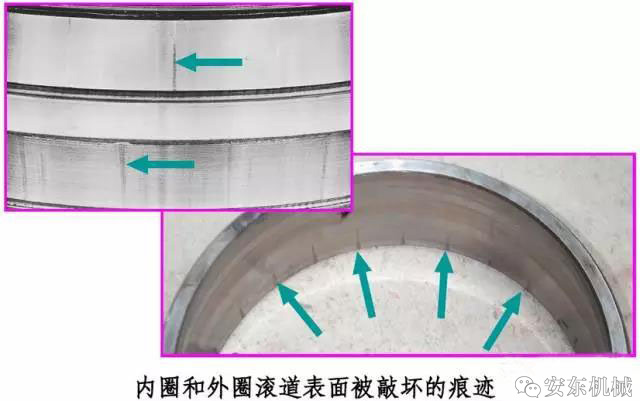
安裝內圈過盈配合的軸承時,不能通過外圈和滾動體把力傳遞給內圈。這會把軸承滾道和滾動體表面敲壞,使軸承在運轉時產生噪音并提前損壞。
正確的方法應該用套筒直接把力作用在內圈端面上
加熱溫度過高
有些用戶用乙炔噴槍對軸承內孔進行加熱,當加熱溫度超過727℃(軸承鋼的相變溫度)時,軸承鋼內部的金相組織將發生變化。當軸承冷卻后,軸承內孔就不能恢復到原來的尺寸,通常比加熱前的尺寸要大。

被乙炔噴槍加熱后的軸承,表面變成黑色
安裝軸承時,應當根據類型和尺寸,選擇機械,加熱或液壓等方法進行。
圓柱滾子軸承安裝
冷安裝
安裝配合不是太緊的小軸承時,可以通過一個套筒(圖5、圖6)并以錘擊的方法,輕輕敲擊套筒把軸承裝到合適的位置。敲擊時應盡量均勻的作用在軸承套圈上,以防止軸承傾斜或歪斜。

大部分軸承都采用壓入法進行安裝。如果要將軸承的內外圈同時裝到軸上和軸承座中,必須確保以相同的壓力同時作用在內外圈上,且必須與安裝工具接觸面在同一平面上。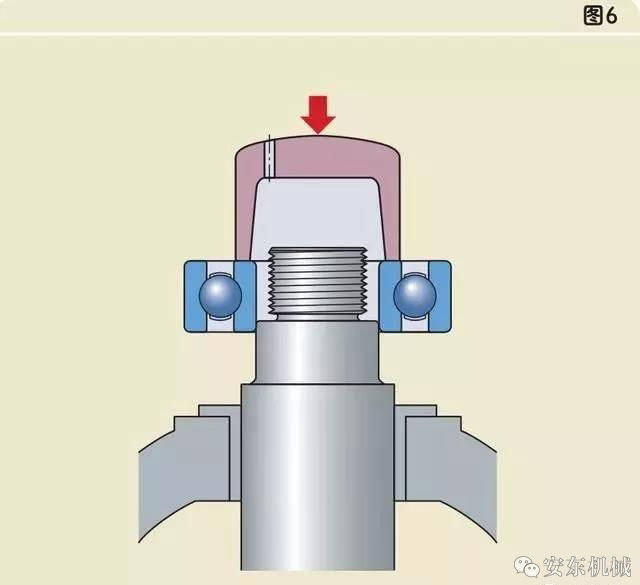
熱安裝
通常情況下,對于較大型軸承的安裝,不通過加熱軸承或軸承座是不可能的,因為隨著尺寸的增大,安裝時需要的力越大。熱安裝所需要的軸承套圈和軸或軸承座之間的溫差主要取決于過盈量和軸承配合處的直徑。開式軸承加熱的溫度不得超過120℃。不推薦將帶有密封件和防塵蓋的軸承加熱到80℃以上(應確保溫度不超過密封件和潤滑脂允許的溫度)。
加熱軸承時,要均勻加熱,絕不可以有局部過熱的情況。

軸承感應加熱器
圓錐軸承安裝
帶圓錐孔的軸承,其內圈大部分是以過盈配合的方式來安裝的。過盈量是由內圈在圓錐形軸徑、緊定套或退卸套上的軸向推進距離決定的。在圓錐形配合面上的推進距離越大,軸承的徑向內部游隙就越小可通過測量游隙減小量或軸向推進距離來確定過盈量。
中小型軸承可以利用軸承安裝工具或Z好用鎖緊螺母把內圈推進到圓錐形軸徑上的適當位置。在使用緊定套的情況下,使用可以用鉤形扳手或沖擊扳手鎖緊的套筒螺母。對退卸套可用軸承安裝工具或端板將其推入軸承內孔。
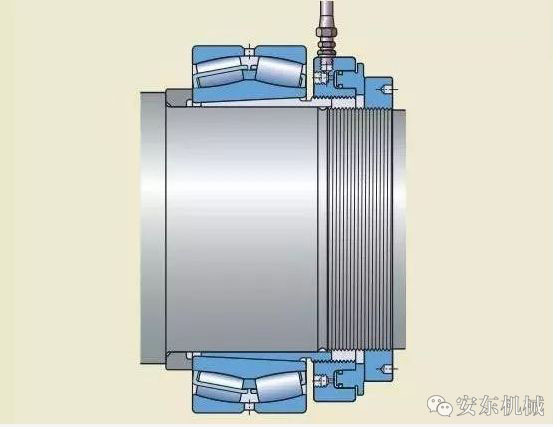
較大軸承需要更大的力來安裝,因此應使用液壓螺母。液壓螺母可以把圓錐孔軸承安裝在圓錐形軸徑上(圖11),緊定套上(圖12),退卸套上(圖13)。


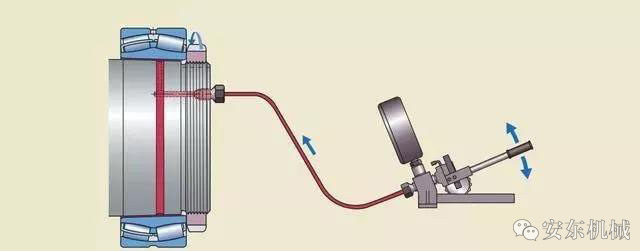
注油法
注油法的工作原理是:液壓油在高壓下通過油孔和油槽,注入軸承和軸徑之間的配合面,形成一層油膜。油膜將配合面分開,使得配合面之間的摩擦大幅減少。這種方法通常用于直接把軸承安裝在圓錐形軸徑上的情況。
必須的油孔和油槽應是整體軸設計的一部分。如果緊定套和退卸套,已加工有油孔油槽,這種方法也可用于將軸承安裝在緊定套或退卸套上。
高手談滾動軸承裝配
機械結構的裝配工作中,滾動軸承裝配是一項非常基礎的工作。實際工作中,還會遇到各種各樣的問題。
滾動軸承,正常的裝配,不管是軸還是孔,一般都是過盈配合。過盈配合的裝配方法,常用的有:溫差法,壓入法等。
其實,在機械裝配現場,溫差法用的要少一些,主要是操作比較復雜。溫差法裝配,冷卻法要比加熱法簡單些,一般我們用液氮,優點是溫差大,線形膨脹量大,干凈。
比如軸承裝到孔中,直接把軸承泡在液氮里就行了。加熱法比較麻煩。為了加熱均勻,一般需要把零件(軸承)放到液體里煮。如果是煮軸承,要求就比較高了。比如,加熱介質要干凈,溫度要控制好,等等。
溫差法Z大的缺點是,零件的體積受限制。比如車床主軸裝配,需要同時安裝主軸和軸上的齒輪等零件,溫差法根本無法到。
壓入法應用Z廣泛。一把榔頭,一根銅棒就能搞定。細說起來,操作上還是有不少區別和注意事項的。
裝軸承時,盡量采用非沖擊的方式。如,用壓力機。榔頭敲擊的方式,對零件和軸承都是保護不利的。小規格,小過盈的軸承,用手動的壓力機,如絲杠式的,就可以,甚至臺鉗即可。
大尺寸的軸承,一般要用液壓才可以。安裝軸承,開始的時候,要隨時注意軸承 是否傾斜,需要及時調整受力位置,防止損壞安裝孔或者軸。
當然,安裝前的準備工作也非常重要,如 清洗零件安裝表面,去除孔口、軸端毛刺等。清理干凈后,在安裝表面涂上干凈的機油,等等。準備工作一定要細心。如果由于毛刺、灰塵等研入裝配表面,導致軸承無法裝配到位,后面就比較難搞了,往往陷入進退兩難的地步,甚至整個軸或者零件都要報廢掉。
同理,拆卸軸承時,也應盡量避免沖擊的方式。如,能用壓力機就用壓力機, 能用拉卸器(三個腿的那個東西)盡量用拉卸器。
一種比較好的方法是,用一個與軸承外環或內環尺寸類似的圓筒墊在軸承上,榔頭敲擊圓筒的這一端(我們自己做的專用工具,敲擊的這一頭是死的)在軸承已經入位的狀況下(全部進入孔內或者軸上),敲擊的力量可以大些,其實這種狀況下,原則上應該是用盡量少的敲擊次數將軸承打擊到位。因為敲擊的特點是,頻繁的輕敲,會產生鉚接效果,倒是容易傷到軸或者孔的表面。
以上是軸承通用的裝配注意事項。基本原則是:
1,裝配時施加的外力,不要通過軸承的滾子或者滾珠傳遞,以避免損傷軸承;
2,優先選用非沖擊的方式裝卸;
3,需要敲擊時, 方式要正確
對于要求傳動精度的軸承,如主軸的軸承,往往還有預緊力的要求。因為這些軸承只有在合理的預緊力下,才能達到標稱的精度。比如,車床的主軸,一般前、后兩個是向心推力滾子軸承。組裝后,需要通過兩端的螺母預緊,以達到主軸跳動的要求。
一般預緊力是軸承廠提供的參數。但是在實際裝配過程中,不是能夠很好的測量到預緊力是否符合要求,傳統上往往是裝配工人憑經驗安裝。
某些結構中,可以采用預先測量預緊變形量的方法。如,一個向心推力軸承,預緊力為20kg。我們可以把軸承外環在下,架在平臺上,然后在內環上施加20kg力。測量施力前后內外環的高度差變化量,一般通過杠桿百分表就可以測到。得到變形量后,在預緊結構中設計一個墊片,墊片的高度差正好是預緊前后的變化量。這樣,保證螺母緊死后,預緊量保持不變。改變以往憑工人手勁的裝配方法 。
軸承的裝配,對于機械結構的Z終使用效果有決定性的影響。如,運行精度,平穩性,噪音,壽命等等。德國有的CNC機床,我們也可以買到,加工出相同精度的產品。但是同樣質量的零件,我們不一定能夠組裝、調試出相同精度的產品。
(文章來源于網絡)
安東機械科技(廣東)有限公司--小東
安東機械科技(廣東)有限公司主要是以設計制造銷售內徑 2MM 外徑 200MM 范圍低噪音、低功耗、低摩擦及高精度、高品質的深溝球軸承、角接觸軸承、輸送滾動裝置設備軸承以及不銹鋼軸承與非標準沖壓軸承等產品,兼以精密五金機械配件及感應機電模塊等,經國家工商局批準設立的無區域企業。

? 版權所有 安東機械科技(廣東)有限公司 技術支持:佰聯軸承網

