

短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2024-10-09
冉學平1,馬海軍2,馮雪科1,劉勇1,賴豆易1,楊建平2,陳妍伶2
(1.成都名辰傳動設備有限公司;2.四川理工技師學院)
引言
隨著時代的發展和進步,減速機的應用越來越普遍,減速機在幾乎所有重工業都有著廣泛的應用。建材行業大型減速機的維修,特別是生料立磨減速機、輥壓機行星減速機、管磨機同軸雙分流式中心傳動減速機等的維修,技術含量高、維修難度大、檢修周期長,如若不慎就會釀成大錯。
減速機的改善性維修區別于傳統的減速機維修,傳統減速機維修通常就是對于損壞零件按照原圖進行新造換新或者原件按照相關標準進行修復處理,并未結合減速機使用工況,從整體結構配合、設計強度及疲勞壽命、零部件具體細節結構設計及制造工藝等諸多方面去分析減速機損壞的根本原因。改善性維修不僅要更換或修復損壞零部件,而且要去分析減速機損壞的真正原因,并找到克服故障的完善解決方案,只有找到真正原因并對其進行優化改進,才能解決根本問題。本文通過剖析幾個典型減速機改善性維修案例,對減速機的維修注意事項及技術保證措施進行總結。
01 減速機改善性維修案例分析
1.1 福建三明南方220立磨減速機的改善性維修
1.1.1故障概況
福建三明南方水泥5 000 t/d水泥生產線配置兩臺220立磨減速機,運行5年后,2號立磨減速機平行級齒輪副開始斷齒。找原廠家進行了三次維修,每次維修后都會出現相同故障,甚至在使用2個月后平行級齒輪軸出現明顯剝落凹坑(深達5 mm以上),平行級大齒輪也不例外,見圖1。
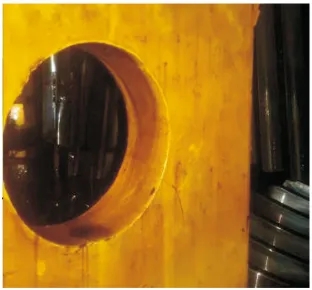
圖1 齒輪剝落凹坑
總體上講,自第一次維修后,該減速機大概使用10個月左右就會斷齒趴窩,故障會如期上演。
1.1.2原因分析
查閱這臺減速機多年使用情況和多次維修臺賬,并參考原廠家的生產組織模式,筆者分析得出前5年好用而后面每次維修后短期內二級齒輪副偏載都會斷齒的根本原因。
原廠家箱體及行星架基本都是外協加工。首次新裝機時,原廠家裝配減速機時發現二級齒輪副嚙合不好,要解決這個問題有兩個可行性方案:
方案一,箱體及軸承座軸承包容孔重新堆焊起來,消除焊接應力后重新精加工;
方案二,將二級齒輪軸或者二級大齒輪沿齒寬方向修一條曲線消除齒輪副偏載以匹配不合格箱體。
由于箱體返廠維修時間周期長,成本高,顯然原廠家采用了第二種處理方案,即沿二級齒輪軸齒寬方向修形(從上至下修一條曲線),以非標齒輪軸來匹配不合格箱體,但齒寬方向修形曲線不是很完美,所以用了不到5年出現了故障(即二級齒輪軸和二級大齒輪斷齒)。
后面多次維修時,承修單位(原廠及另一品牌廠家)都用原廠家標準圖紙制造的新齒輪裝上去,這樣齒輪副與箱體就更加不匹配,致使二級齒輪副偏載更加嚴重,導致使用不到3個月二級齒輪副就會開始剝落,使用不到1年就會斷齒。
該減速機損壞雖然直接現象是平行級齒輪副斷齒,但真正原因并不是齒輪本身問題,而是箱體軸承孔和軸承座軸承孔錯位,上下檔軸承孔傾斜,不在同一直線上。產生的根源是箱體制造的兩道工序顛倒了,即將鉆、鉸箱體與軸承座之間定位圓柱銷孔并配置圓柱銷的工序與精鏜箱體與軸承座上包容孔的工序搞反了,導致箱體軸承孔和軸承座軸承孔錯位。
1.1.3 改善性維修方案
公司從箱體制造工藝上去解決問題,在現場通過采用旋轉軸承座的方式找回了箱體與軸承座的理想位置。具體判斷依據為:輪齒嚙合著色法,檢查大錐齒輪和平行級大齒輪,分別觀察其嚙合一周的若干個區域,如果其齒高方向及齒寬方向都沒有明顯變化且都在理想的接觸位置,就證明箱體恢復到了最佳理想狀態。然后在現場鉆、鉸箱體與軸承座之間的定位圓柱銷孔,再根據銷孔尺寸配做定位銷。
1.1.4 改善性維修效果
維修運行3月后,筆者回訪時拍攝齒輪嚙合情況(見圖2),由圖2可見,二級齒輪副嚙合非常完美:從齒頂到齒根,從齒輪上端到下端,都幾乎100%接觸。

圖2 維修后回訪時齒輪嚙合情況
1.2 安福南方250立磨減速機改善性維修案例分析
1.2.1故障概況
江西安福南方250立磨減速機新機使用8個月就出現了故障:鼓形齒軸軸頭扭斷,具體見圖3。返廠修復3次,每次使用4個月左右就出現相同故障。

圖3 鼓形齒軸軸頭扭斷
1.2.2原因分析
廠家在設計鼓形齒軸時,由于考慮不周,導致支撐銷安裝孔孔底與鼓形齒下端面重合。鼓形齒下端面屬高應力截面(高危截面),鉆孔深度到了鼓形齒下端面處(見圖4),鉆頭留下的尖角會產生若干倍的應力集中,當應力超過材料持久壽命的應力極限值時,鼓形齒軸很快就會扭斷。
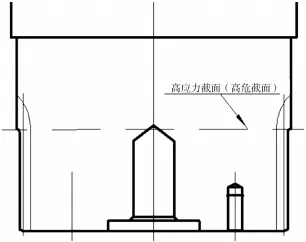
圖4 維修前支撐銷安裝孔
1.2.3改善維修方案
(1)將支撐銷安裝孔深度改淺,明顯地錯開高應力截面,避免應力集中,具體結構見圖5。
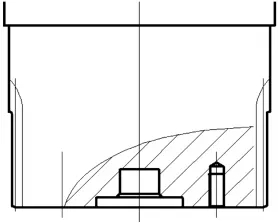
圖5 維修改進后支撐銷安裝孔
(2)用鏜床把鉆頭鉆孔留下的尖角扣平,徹底消除高度應力集中因素。
1.2.4改善性維修效果
2017年年底,該減速機經改善性維修后投入使用,至今運行穩定,未見異常。
1.3 銅川聲威進口B4DH13A提升機減速機維修案例分析
1.3.1故障概況
該提升機結構為雙驅結構型式,即兩臺相同的減速機一左一右一起驅動同一臺提升機。這兩臺減速機安全運轉七八年后,其中一臺減速機經常發生輸出級齒輪副斷齒,輸出軸兩端滿圓柱滾子軸承擋肩撇斷事故。原廠家修復了幾次,每次修復后,短時間出現點蝕剝落,兩個月內輸出級齒輪副就斷齒,見圖6。

圖6 齒輪斷齒情況
1.3.2原因分析
減速機安全運轉七八年后才出現這個故障,說明減速機制造時并沒有嚴重的問題。既然每次維修后兩個月之內減速機會斷齒,問題出在習慣性錯誤上的可能比較大,比如安裝調試。
現場檢測后分析認為,真正原因確實出在安裝上:減速機輸出軸內孔和提升機軸頭的配合間隙設計得很小(這樣才能保證正常安全使用),這樣一來,安裝時調整減速機輸出空心軸和提升機軸頭軸心線同軸度的難度較大,需要耐心、經驗及技巧。由于間隙太小,安裝人員為了完成安裝任務,對提升機軸頭及減速機輸出軸內孔進行打磨,使其配合間隙變大(實測配合間隙接近0.7 mm,遠遠大于設計值)。
1.3.3改善維修方案
根據現場觀察得到齒輪副偏載情況,結合我們減速機維修經驗,在輸出齒輪軸上設計一條與之匹配的齒向修形曲線,見圖7,以調整、改善齒輪副齒寬方向的偏載情況。為了解決輸出軸滿圓柱滾子軸承擋肩撇斷問題,我們把輸出軸組件軸向間隙放大到2 mm,問題迎刃而解。
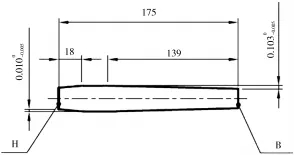
圖7 輸出齒輪軸齒向修形
針對減速機空心軸與提升機軸頭配合間隙超大,提升機軸頭會通過平鍵擰著減速機“跳舞”的問題,我們采用特種材料進行填充修復。
1.3.4改善性維修效果
維修后,減速機使用效果良好。使用半年后客戶反饋,該齒輪副嚙合依然非常完美,沒有一點偏載跡象。
02 減速機的維修注意事項及技術保證措施
對于減速機檢修來說,除了備件質量把關及進口軸承真偽鑒別之外,最為關鍵的就是產品裝配:包括裝配清潔度、均載調整、定位調整以及規范的檢修程序與方法等。
2.1 備件質量及真偽鑒別與把關
作為高精重載減速機專業維修單位,必須具備零部件質量把控及進口軸承真偽的能力,不然整機的可靠性及功能很難正常發揮。對于進口軸承,通過產品包裝、產品外觀、軸承游隙以及各大品牌所用防銹油顏色、氣味、用量以及包裝材料、顏色等觀察檢測,鑒別軸承真偽,若查出軸承是高仿軸承,及時通知業主進行更換,避免損失,保證維修質量和備件質量。
通過產品硬度初步檢測;關基件(關鍵基礎零部件)高應力區域滲透及磁粉探傷檢測,檢查零件高應力區域是否有裂紋顯示,如軸類零件圓弧過渡區域、齒面及齒根、齒輪高應力輪緣部位、行星齒輪內孔、退刀槽等應力集中部位。
若發現存在微裂紋,應及時進行備件調換或現場根據實際情況應急處理,為業主挽回損失。備件的質量檢驗及軸承真偽鑒別是檢修的重要步驟,是基礎,不能省略,不然難以保證維修質量和設備壽命,給生產造成嚴重損失。同時也要具備舊件的鑒別能力,能用的備 件盡量保留下來,避免浪費。
2.2 減速機的清潔度
減速機是非常精密的關鍵設備,裝配清潔度與零部件的潔凈對于保證維修質量十分重要。同時也只有把零部件清洗干凈,才能從中檢查出零部件的細微缺陷等。減速機由于工作時旋轉摩擦,內部油溫升高后會把死角的淤泥融化,如果清潔度不保證,融化后的淤泥中聚集的硬質雜質會被油液帶入齒輪嚙合區及軸承滾道內,會導致災難性事故。同時一些細小雜質混入油中,還會導致微粒磨損等,造成減速機壽命縮短甚至早期損壞。
2.3 減速機的均載調整
大型減速機的均載包括兩方面的內容,一是輪齒在全齒寬方向,各接觸部位受力基本均等,這樣才能避免因局部過載導致減速機早期損壞;對于功率分流輪系來說,均載照樣重要,比如立磨減速機的行星齒輪,幾個齒輪同步負載,若各個齒輪負載不均,就會出現齒輪間偏載而早期損壞斷齒等事故,通過碎塊擠壓,造成整機癱瘓;還有同軸分流式大型減速機,若左、右兩側齒輪負載不均,也會引起斷軸、斷齒及軸承早期損壞造成減速機趴窩等惡性事故。
2.4 減速機的裝配定位
減速機裝配時的 定位包括的內容比較多,比如軸承在機體里的定位、軸承在軸上的軸向定位、軸與軸之間的配合定位、減速機與連接設備的定位(原動機及工作機械)等,定位的方法也多種多樣,有內、外止口定位、軸肩定位、鎖緊定位等。從方向上說有軸向定位、徑向定位,若軸向定位不牢,會產生軸向竄動;若徑向定位不好,軸系的中心距就會不穩定,比如軸承外圈與機體包容孔存在較大間隙,軸承內圈與軸間隙大,都會造成不穩定運行、負載波動等,異常磨損導致減速機產生早期事故。
2.5 規范的檢修程序與方法
為了做好大型減速機的維修,更好地為客戶服務,我們通過多年在對國內外各廠家各型減速機維修中總結出一整套完整的檢修方法及操作規程,并專業化、規范化、制度化運行,業績遍布水泥、鋼鐵、鋁業、電力等各個行業,受到了多方面的關注與好評。
我們通常的檢修程序是:首先到使用廠家對設備運行狀態及維修檔案進行全方位摸底診斷,判定減速機的運行狀態,再根據運行狀態制定檢修維護保養方案,并與甲方溝通交流,達成統一意見,提出檢修重點、關鍵卡控項以及質量保證措施等。
03 結束語
針對減速機維修的傳統方法(哪個零件壞了換哪個),提出了改善性維修理念。以3個減速機故障案例,從整體結構配合、設計強度及疲勞壽命、零部件具體細節結構設計及制造工藝等諸多方面去分析減速機損壞的根本原因,不僅要更換或修復損壞的零部件,還要剖析減速機損壞的真正原因,找到克服故障的解決方案,提出維修注意事項以及技術保證措施,達到改善性維修的目的。本文經驗可為減速機更精準、高效的改善性維修服務工作提供借鑒。
來源:《新世紀水泥導報》
(版權歸原作者或機構所有)
安東機械科技(廣東)有限公司主要是以設計制造銷售內徑 2MM 外徑 200MM 范圍低噪音、低功耗、低摩擦及高精度、高品質的深溝球軸承、角接觸軸承、輸送滾動裝置設備軸承以及不銹鋼軸承與非標準沖壓軸承等產品,兼以精密五金機械配件及感應機電模塊等,經國家工商局批準設立的無區域企業。

? 版權所有 安東機械科技(廣東)有限公司 技術支持:佰聯軸承網

